2016.06.05
最近アクセスが増えたなぁと思ったら、ウラルジャパンの公式Facebookで紹介されたみたいですね。
更新頻度の低いブログなのに大変光栄です。
しばらく電子工作ネタが続きますからウラルの情報を求めてリンクを辿って来た人にはなんじゃこりゃ感が否めません、でも当分このネタで引っ張りますのでご容赦下さいw
さて、前回のアイデアを基に回路図を引きました。
自分が使うものですから、フェイルセーフは全く考慮せず、最低限の部品で構成します。
主要な部品はリニアレギュレータとマイコン、FETぐらい。
あとはいくつかの抵抗とコンデンサーです。
回路図をもとにして基板も設計していきます。
今回は面実装部品で構成します。
サイズが小さく出来るというのもありますが、アキシャル・ラジアル部品に比べて振動に強いというメリットもあります。
デメリットは部品が小さく組み立てが面倒くさい事でしょうか?
想定しているチップ部品の中には1.6x0.8mmといった米粒より小さなものがあり、加齢で弱り始めた視力では半田付けが辛くなってきました。
この後もしばらく煮詰めて、タカチのSW-40(30x20x40)に収められるサイズにする予定です。
マイコンを制御するソフトウェアもほぼ完成し、デバッガー上では良好な動作をしております。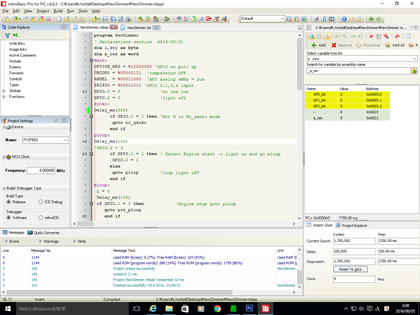
速度が要求される器機ではないので、お手軽にBasicでプログラムして最終的にマシン語にコンパイルします。
今のところ順調ですが、机上の理論通りに動かないことが間々ありますから油断は出来ません。
テスト回路を使った机上での実験→試作品作成&実験→実車での実験としばらく掛かりそうです。