2026.04.05
中華インシュレーターに交換してから3ヵ月経過、今のところ全く問題なし!
アダプター製作の手間はあるものの、代替パーツの定番になりえるのでは?
中華インシュレーターのテスト開始から3か月経過、今のところ全く問題ないね👍 pic.twitter.com/kU5pBljdKk
— junker (@junker1977) April 5, 2026
ロシアンサイドカー ウラルなブログ
中華インシュレーターに交換してから3ヵ月経過、今のところ全く問題なし!
アダプター製作の手間はあるものの、代替パーツの定番になりえるのでは?
中華インシュレーターのテスト開始から3か月経過、今のところ全く問題ないね👍 pic.twitter.com/kU5pBljdKk
— junker (@junker1977) April 5, 2026
「俺様が考えた最強のクラッチレリーズ計画」にて取り付けた部品を一旦取り外して状態を確認しました。
↓ スライダー部
Oリングの異常な摩耗は認められずオイル漏れも今のところありません、問題なっしんぐ。
↓ ロッドチップ部
こちらも特に異常は認められません、ベアリングの動作は滑らかで良い感じです。
↓ ロッドチップのベアリングを確認
数百円で買える中華スラストベアリングですが損傷無いように見えます、まぁ仮に壊れても湯水のように使い捨てられるお気軽感がありますけどねw
特に純正部品と操作性が変わることもなく、言われなければオリジナルパーツだと気付かないレベルです。
あとは耐久性が気になるところですが、いつ壊れるのか少し楽しみになっちゃいます😁
-2026/04/29追記-
顕微鏡で見るとベアリングレースのワッシャーに肉眼では気付かないレベルのフレーキングが起きてる様子。
まぁ裏返して使えば良いし交換しても数百円。
クラッチレリーズの中華スラストベアリングを確認。
— junker (@junker1977) April 29, 2026
肉眼では判らないレベルだがベアリングレースの一部にフレーキングが見られる。 pic.twitter.com/9fwYLCTCYo
先日作成した中華キャブレターインシュレータアダプタを取り付けます。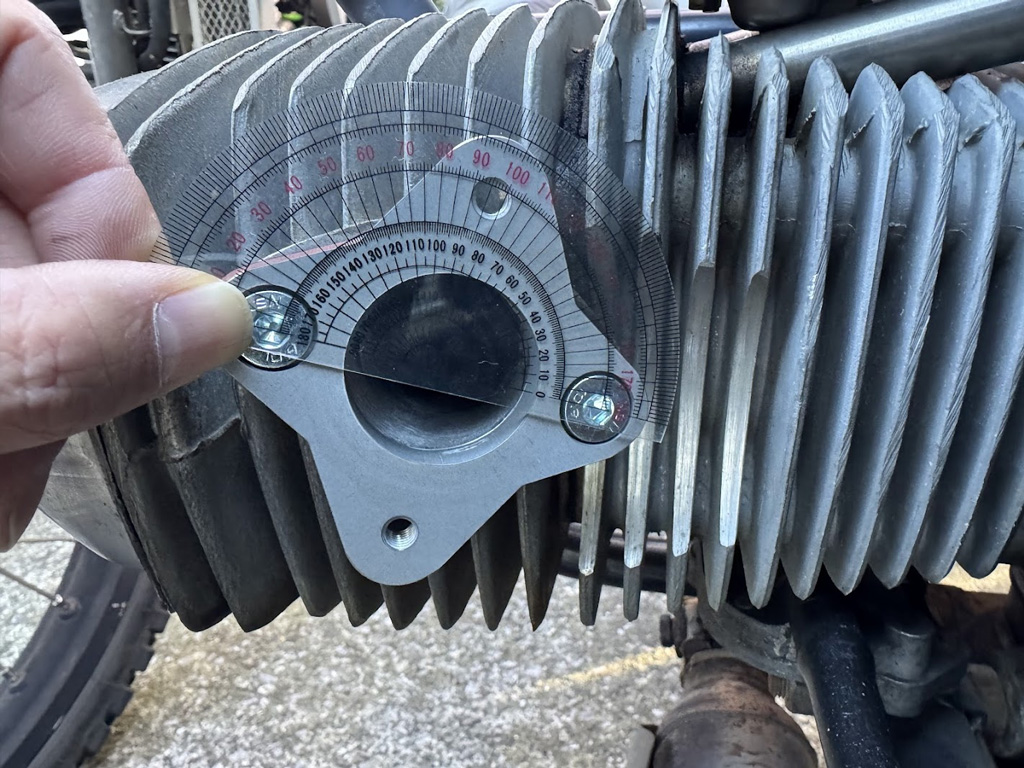
↑ 取り付け自体は設計通り何の問題もありませんが、シリンダーのネジ穴結構角度付いてるのね。
垂直にしようとすると左右で別々のデータが必要になるのでまぁいいかな?実用上の問題は無いし...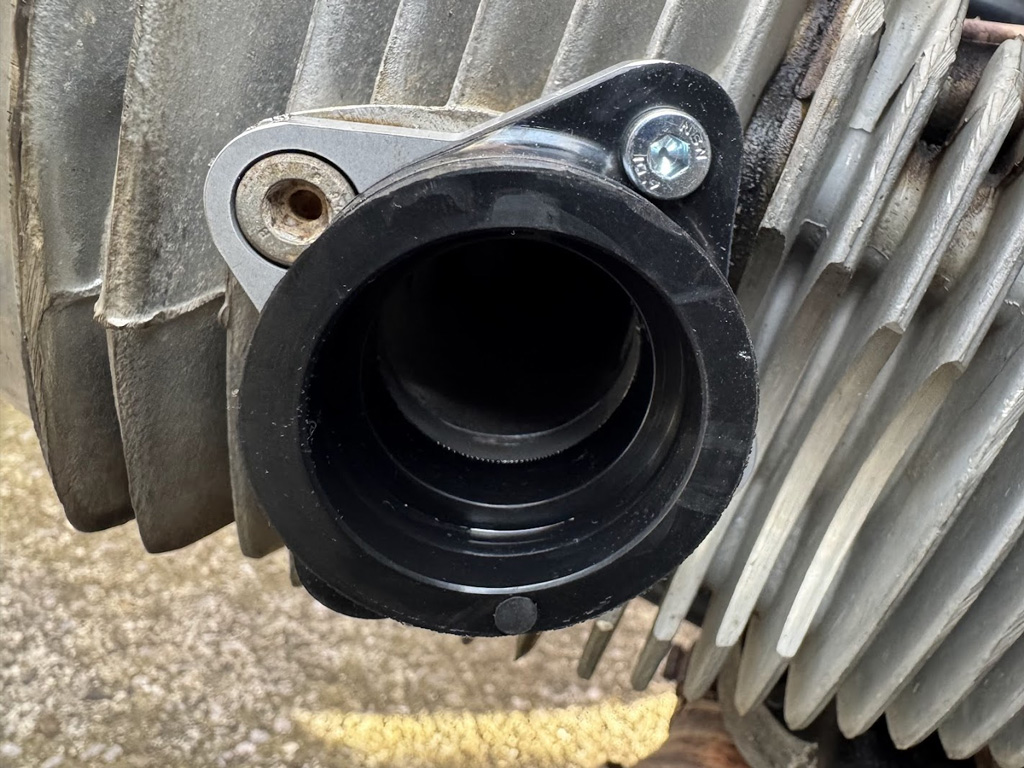
↑ インシュレータの取り付けも問題なし!
ぶっちゃけ中華インシュレータの方が純正インシュレータより取り付け部の段差は少ないです。
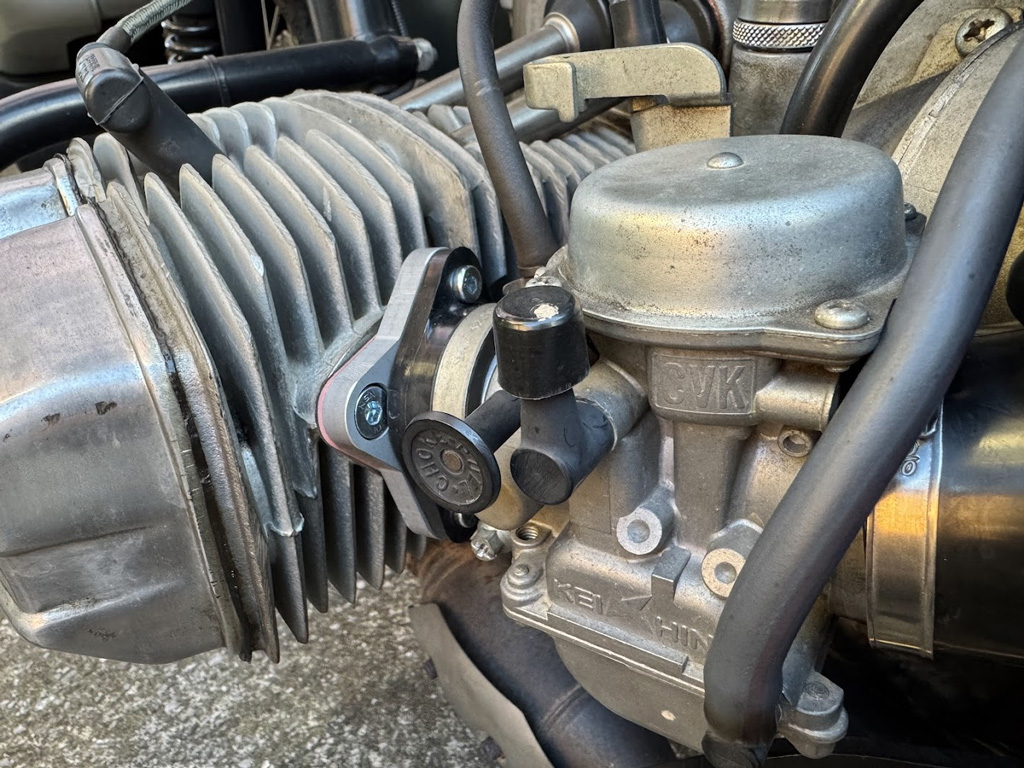
↑ キャブレターの取り付けも概ねOK。
概ねというのはやはり6mm厚みが増えたことでブランチパイプの取り付けが若干苦しくなります。
まぁエアを吸うほどズレるわけではありませんが、負荷が掛かっているのは良くないですね。
しばらくこの状態で運用して問題なく使えるか検証しましょう!
中華インシュレータを取り付けるためのアダプタを設計します。
前回の計測値を基に3D CADソフトでちょちょいとモデリング。
↑ 微妙なネジ幅のためどうしてもネジ頭とインシュレータが重なるためあまり薄くできず6mm厚になってしまいました。
モデルが出来たら早速CNCで切削します。
最近は中華加工屋とかに安く発注できるのですが、そこは自分で削らないとね♪
切削終了、OSGの非鉄用超硬エンドミルは完全ドライで削り切りました!やったね👍 https://t.co/pkYZnri9mS pic.twitter.com/I5LPLWnmw6
— junker (@junker1977) December 22, 2025

削っただけの状態だとエッジが鋭く危険なのと表面に加工油などがついていたりするのでバレル研磨機で表面の調質を行います。
このバレル研磨機も自作品です。
— junker (@junker1977) January 22, 2026
右がバレル研磨機を掛けた後の状態、梨地仕上げの渋い質感になります、最近はアルミバフ掛けのピカピカよりもこっちの方が好みです、歳のせいでしょうか?
仕上げにアルマイトを掛けます、こちらも赤だの青だのカラーアルマイトより素材の色を生かした白アルマイトが最近の好みです。
アルマイトの掛かり具合は電気抵抗で調べます、しっかりアルマイトが掛かっていると酸化皮膜により導通しません。
通導無くイイ感じですね♪導通無し!しっかりアルマイト掛かってるね😁
— junker (@junker1977) December 25, 2025
着色しない白アルマイト仕上げ。A2017はやや黒ずむのだけど、この渋さが良い! pic.twitter.com/PG5SsUImlf
さっそく中華アダプターを取り付けてみます。
机上の設計通りで一安心、次回ウラルに取り付けて実証実験です!
最近キャブレターのインシュレーターにヒビが入り、吸気の脈動に合わせてパクパクしていることに気づきました。
最後に交換したのは確か2019年なので5年以上経ってますね、さもありなん。
と、言うことで交換を検討するのですが、昨今の地政学的状況のせいでウラルのパーツの入手性はあまりよくありません。
末永く維持していくためには純正以外のパーツを流用するなど代替案を検討する必要があるかもしれませんね。
っということでみんな大好きアリエクスプレスから汎用インシュレータを入手しました。
↑ 左:ウラル純正 右:中華汎用インシュレータ
ウラル純正は数千円しますが中華汎用品は500円でおつりが来るレベルです、品質も思っていたほど悪くなくとりあえず使えそうな感じがします。
取り付けネジ穴のピッチとネジ径が違うのが惜しい!
これを何とか使えるようにすれば部品供給の問題を気にせず使い捨て感覚で運用出来そうです。
どうやって取り付けるか考えるべく、とりあえず吸気ポートの形状やネジピッチ実測します。
↑ ウラルのネジピッチは57mm 中華汎用インシュレータは60mmです。
たった3mmの差でポン付けできないのは惜しいのですが、アダプタを作ることで使えるようにはなるはず...

↑ 微妙な差のせいでアダプタを作るにしても位相をずらさないといけませんね、こんな感じかな?
んではアダプタを設計していきましょう! 楽しくなってきた!
作成したクラッチレリーズを早速実車に取り付けました。
設計通り、純正よりも容易に差し込むことが出来かといってユルくもない絶妙なクリアランスです。
独立した溝にOリングを収めたのも正解だった様子。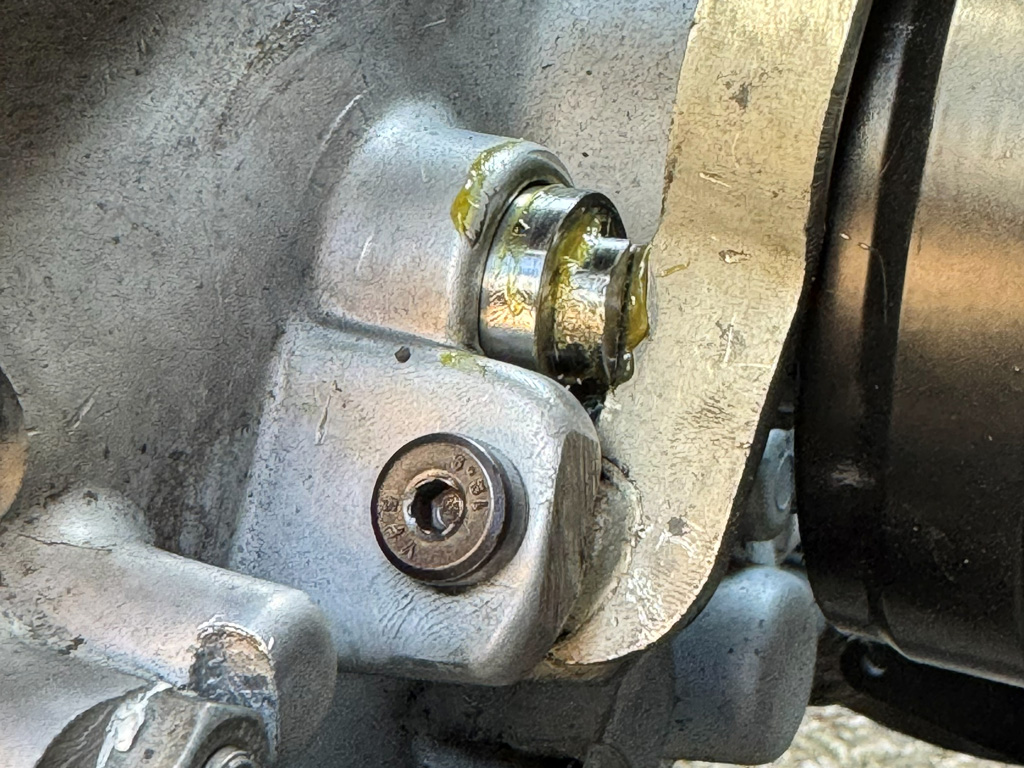
↑まぁ外から見ても何が変わったかなんてわかりませんね...
クラッチの切れや繋がりに違和感を感じることはなく、いたって普通です、色々考えて設計&製作した割りにあまりも地味。
Oリングからのオイル漏れや滲みもなく今のところ良好です。
一旦取り外して状態を目視確認するも、全く異常なし。
この先も要観察ですが、スラストベアリングとOリングが国内で手軽に入手出来るようになった安心感は格別です。
ひとまず「俺様が考えた最強のクラッチレリーズ計画」は大成功といって良いでしょう、やったね!
ミスミから部品が上がってきました!
当然ながら提出した図面通りの寸法。
切削痕などの加工傷はほぼ無く、ぶっちゃけ純正部品より見た目は良いです。
費用削減のためクラッチアーム逃げ止めのすり割りが未加工なので追加工します。
久々のCNC加工、SS400なら卓上フライスでもなんとか行ける! pic.twitter.com/WSqbkdqhv5
— junker (@junker1977) August 2, 2025
自作のCNCフライスで加工している様子↑
剛性不足で難しいかと思っていましたがSS400ならそれなりに削れるようで一安心。
予め用意しておいたベアリング・止め輪・Oリングをフィッティングしていきます。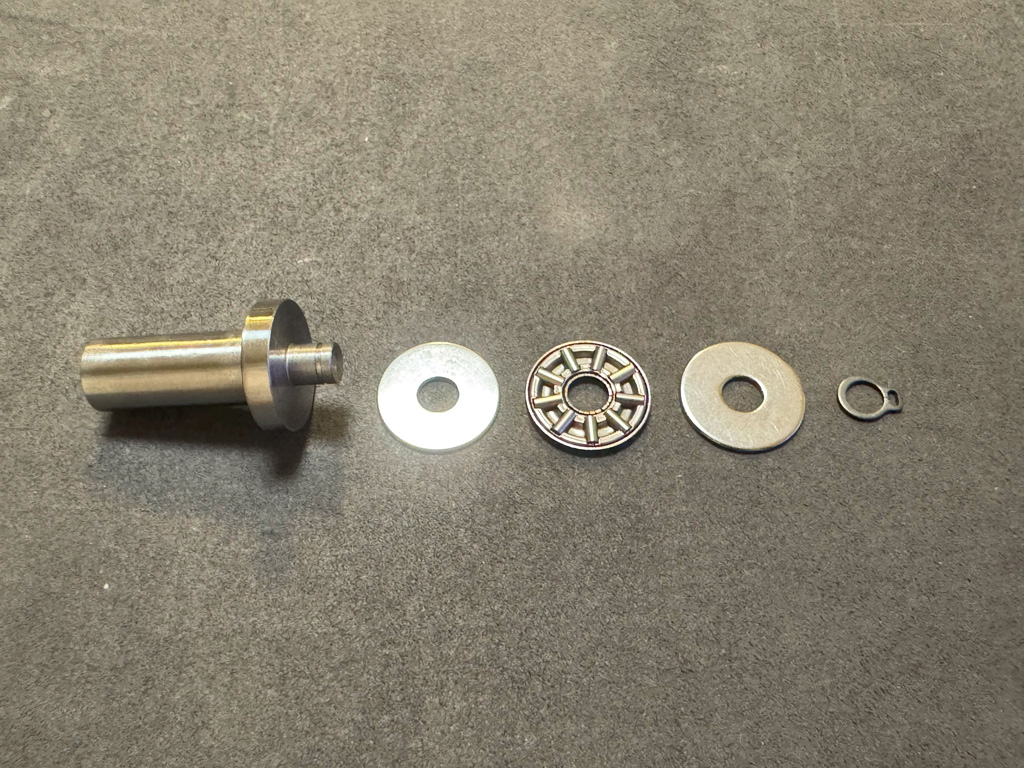
↑ロッドチップの構造はこんな感じ。

↑組み立て完成図、3D CADの設計通りで満足な仕上がりです。
クラッチリリースシリンダーのOリング取り付け。
↑ こちらも設計通り、Oリングの潰し率10%強にうまく設定出来ました。

今のところ想定通りに部品が組み上がり順調です、次回装着!
先日分解したクラッチレリーズ機構。
Oリングの潰し率が高く挿入しずらいためイライラするのは自分だけでは無いはず...。
2013年式のウラルではOリングを1つの溝に2つ使ったダブルリング仕様になっていますが、装着時に無理矢理押し込むと溝から逃げたり捩れたりすることがあり組み付け中に傷つけてしまうことがあります。
また、Oリングのサイズも国内で流通する規格では無く、特殊なサイズであるため純正品をメーカーから取り寄せねばなりません。
このご時世部品の流通も滞り気味でOリングのような消耗品はなるべく国内で調達したいところです。
ついでにウラルの隠れたウィークポイントの1つであるスローアウトベアリングも一般的な部品が使えるようにできれば良いなぁと。
標準ではSKFのBA7を使用していますがメーカー純正部品として入手すると8,000円ぐらいするのでこちらも国内で入手出来る汎用品にしたい!
これらの課題を克服し、メンテや消耗品の交換が簡単にできるように部品を再設計するのが「俺様が考えた最強のクラッチレリーズ計画」です!(大げさ)
-要件定義-
まずは使う部材を検討します。
・Oリング
可能ならそこらのホームセンターでも買えるP規格にしたい、しかしクラッチリリースシリンダーの径に合うサイズは線径が2.4mmになってしまうため、ミスミやモノタロウで入手しやすいAS568規格の製品からチョイスする。
・スローアウトベアリング
従来よりウラルのカスタムに使われているスラストニードルベアリングAXK0619を採用する。(中華品なら数百円で買える)
-設計-
使う部材に合わせてクラッチリリースシリンダーとロッドチップを3D CADで再設計します、とは言っても純正部品のサイズを正確に計測してそれを基準に少し改変するだけです。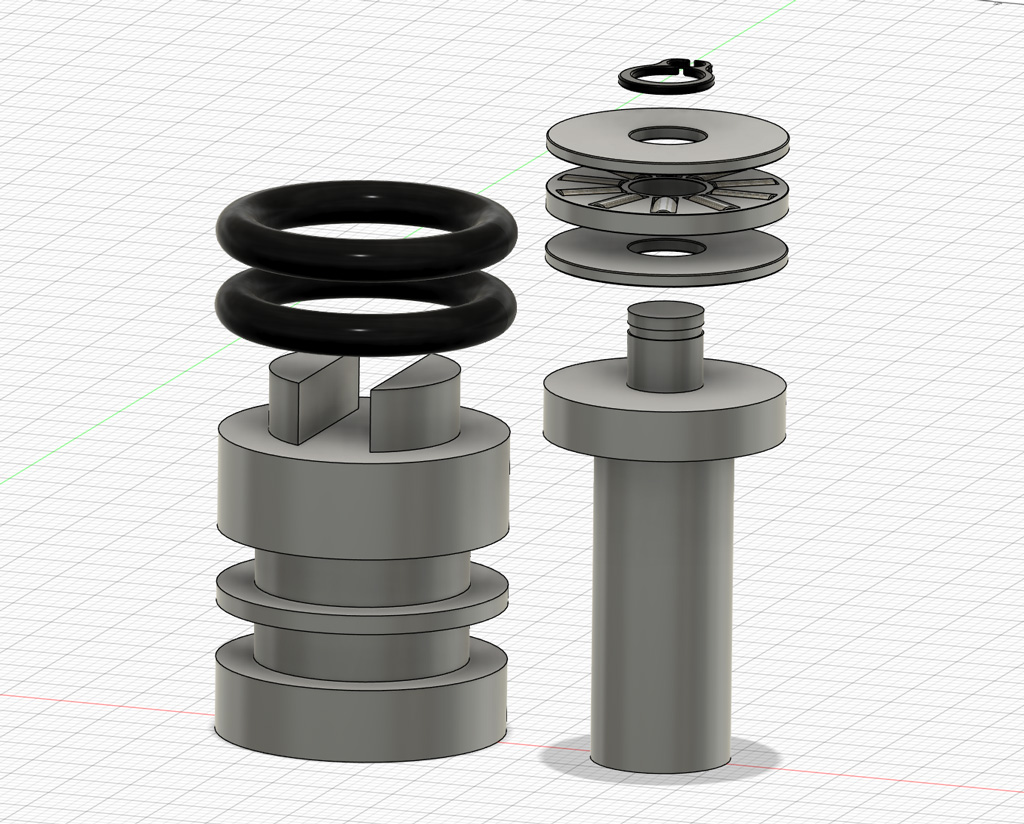
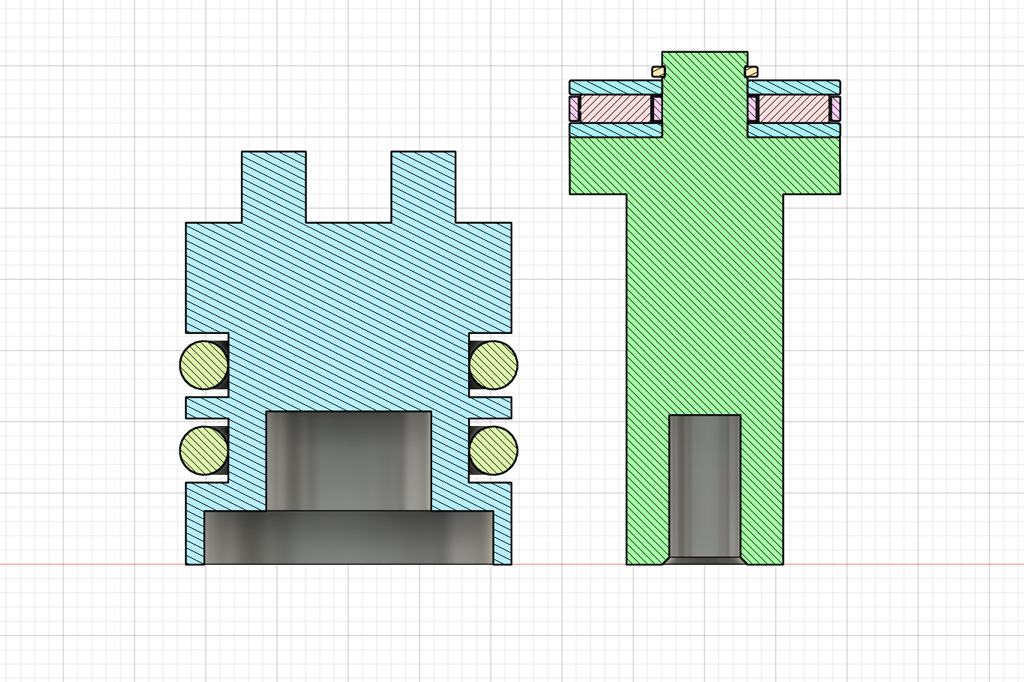
↑ 部品構成図と断面図
クラッチリリースシリンダーはOリングの潰し率が10%強程度になるように溝を設計、独立した溝2本にすることで組み付けし易くする。
ロッドチップはベアリングの穴に合わせた軸にすると加工しろが取れないためネジ留めから止め輪方式に変更する。
-製作-
丸物は自宅の工作機械では作れないのでミスミのMeviyに依頼する、クラッチリリーススライダーのスリ割り部分を含めるとコストが上がるためそこだけ自分で加工する、これにより3,000円ぐらい単価が下がる。
すでにMeviyにデータを送ったので20日後の完成が楽しみ!
最近クラッチの入り切りをしていると、エンジン付近からガラガラという振動を感じるようになってきました。
非常に微細な振動で走行に支障は無いのですが、この振動なんとなく身に覚えがあります。
と、いうことでクラッチレリーズ機構を分解して確認!
パーツリストで言うところの「ロッドチップ」に組み込まれたスラストベアリングが怪しいです。
すでに一度ベアリングの破損でSKFのBA7からハーレーダビッドソンのスローアウトベアリングに交換した経緯があるのですがそれが破損したのでしょうか?

↑ パッと見では問題なさそうですがよく見るとワッシャー(ベアリングレース)の表面がフレーキングを起こしています。
おそらくコレによって排出された金属粉や表面の荒れによって振動が発生しているのではないかと推測。
幸いベアリング自体が破損している形跡は無いので、ベアリングの清掃とワッシャーの面研で対処できそうです。
ニードルを使用したスラストベアリングは耐荷重自体は高いものの、内周と外周の径の違いから常にスリップしている状態であり、ワッシャーに掛かる負担が高いのかもしれませんね...。
今年の2月下旬に注文した2019年モデルのオイルパンがやっと到着しました。
さっそく届いた部品を検証します。
2019オイルパン
重量1240g
容量1330cc (1g 1cc換算)
高さ57mm
純正OPディープパン
重量1410g
容量1530cc (1g 1cc換算)
高さ82mm
25mmコンパクトになり200ccオイルが少なくなります。
これを高さ1mmあたりの容量に換算すると
2019パン 23.3cc
ディープパン 18.6cc
と、なりますから形状の改善によりうまく容量を稼いでいるようです。
エンジンケース自体は基本的に従来のモデルから変わっていないため、2019パンを取り付けできるのは確定しているのですが、オイルポンプとストレーナーの流用が出来るか組み合わせの可否を調べます。
エンジンケースが変わっていない以上、オイルポンプの取り付けネジ穴やオイル流路の位置も従来と同じであると判断できます。
パーツリストで従来モデルとの違いを調べるとポンプ内部のギアは従来モデルと同じ部品番号であるため、2019モデルのオイルポンプは従来のモデルと同じ構造・性能でハウジングやカバーの外形が違うだけなのではないかと推測できました。
性能強化は見込めないので2019モデルのポンプAssyは入手せず、従来のポンプに新型ストレーナーを取り付ける方向で良さそうです。
ネジ穴と流路の位置が同じである以上、ストレーナーの流用も可能なはずですからね!
さて、自分の車両はオイルクーラー装着の際、社外品の大容量オイルポンプに交換しています。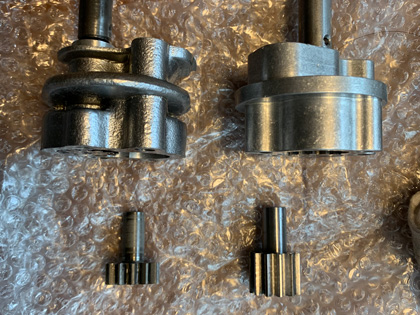
外接ギアが純正の2倍はあるため、ハウジングの高さが異なっているとストレーナーがオイルパンに当たって取り付けできない恐れがあります。
あらかじめオイルポンプ取り付け座面からカバーまでの厚みを計測して、純正より厚ければ新型ストレーナーの使用は見送ります。
ノーマルポンプ↓
大容量ポンプ↓
どちらも39.2mmでオイルポンプの厚みに違いはありません、これならば大容量オイルポンプでもオイルパンに干渉せず新型ストレーナーを付けられそうです。
大容量オイルポンプに新型ストレーナーを取り付け。
ストレーナーの取り付け穴が8mmなのに対しオイルポンプのネジ穴は5mmです。
2019モデルではブッシュを挿入して3mmの差を埋めているのですが、ブッシュ単体では部品が出ません。(オイルポンプAssyの付属品であるため)
適当な真鍮棒からブッシュを作り挿入してM5のボルトで締結しました。(写真は仮止めなのでスタッド&ナットでとめています)
新型ストレーナーを付けた大容量オイルポンプを実車に取り付けます。
Before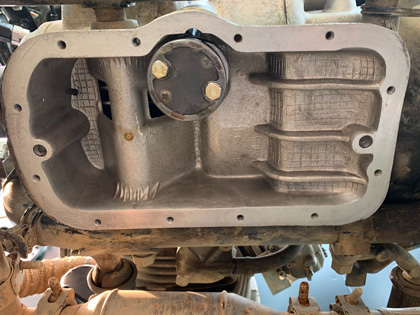
After
オイルポンプの取り付けねじは通常の六角ボルトを使うとストレーナーに干渉して回すことが出来ないため六角穴付きねじ(ヘックス)に変える必要がありました。
新型オイルパンを取り付けます。
2019モデルのガスケットはコルクとゴムの合成素材で出来ているため比較的柔らかくネジを締めすぎる恐れがあります。
とりあえず5N・mぐらいで緩く締めておき、後日増し締めするぐらいで良いのではないかと?
取り付け完了!
新型ストレーナーによりオイルパンの底の冷えたオイルを吸うことで冷却効率が高まるはずですが、その辺をしばらく走っただけでは体感できませんね...
あとはダート走行の際、オイルパンを打ち付ける可能性が若干減る事が期待されます。
以上、従来モデルにも新型オイルパンとストレーナーの流用は可能であるという結果をもって検証を終わります。