2015.12.31
ネタ切れ感が否めず、マンスリー更新すら怪しくなってきましたがちゃんとウラルで走ってますよ。
走り納めは遠回りしつつ近所のスーパーへ。
今年の夏ツーは別のバイクで行ったのでウラルの走行距離はあまり伸びませんでしたが、事故無く1年過ごせてなによりです。
年末の空いた道路だと20km走っても油温80℃に達せずオーバークール気味、オイルクーラーは効果覿面の様子。
ロシアンサイドカー ウラルなブログ
ネタ切れ感が否めず、マンスリー更新すら怪しくなってきましたがちゃんとウラルで走ってますよ。
走り納めは遠回りしつつ近所のスーパーへ。
今年の夏ツーは別のバイクで行ったのでウラルの走行距離はあまり伸びませんでしたが、事故無く1年過ごせてなによりです。
年末の空いた道路だと20km走っても油温80℃に達せずオーバークール気味、オイルクーラーは効果覿面の様子。
海外のファンサイトやSNSでは以前から話題になっていましたが、アルミリムに亀裂が入り、最終的には割れてしまうトラブルが相次いでいる様子です。
以前、「April 2012」の刻印があるリムに対してメーカーがリコールを出した事を覚えている方も多いことでしょう。
しかし、今回の亀裂騒ぎは該当の年式よりも新しいモデル、それこそインジェクション化後のモデルでも発生しており、Googleの画像検索で「URAL rim split」とワードを入れるだけなかなかスリリングな状況を知ることが出来ます。
ハイスピードで走行中にこんな状態になったら命の危険に関わる事態です。
当初は運の悪い車両もあるもんだなぁ、ぐらいの他人事に考えていましたが、行きつけのバイクショップにお邪魔した際、「クラック入ってるよ~」と自分の車両にも忍び寄る危機を指摘されたのでした。
まぁ、4000kmほど本車後輪に使用してスペアと交換したホイールだったので差し迫った危機ではありませんでしたが…。


↑ 全部で5カ所ほどクラックが発生していました。
特に林道走行とか片輪走行とかハードな走り方はしていません。
それから目を皿のようにして残る三輪を観察すると、側車輪の1箇所にも極めて微細なクラックを発見。
リムの材質に起因したクラックではなく、スポークを組む作業でニプルをオーバートルクで締め付けることにより発生した施工ミスによる原因のようです。
ぎりぎり保証期間内でしたので2輪ともクレーム交換で対応。
すべてのホイールを外し、スポークの再調整をショップにお願いしました。
2013モデル以降のアルミホイールは高確率でクラックが入っていると思われます。
命に関わる事態に発展する可能性もありますから、随時観察して早期発見に努めていただきたいところですね。
最初におことわりですが、この行為に全く意味はありません。
正直なところムダです、興味本位であることをご承知下さい。
ウラルのパーツリストを年代ごとに遡るとハブベアリングは30204→7204→6204と変遷していることがわかります。
ホイールハブやディスタンスカラーは共通部品であるためずっと変わっていないにも関わらず、ベアリングだけなぜ変わっているのでしょうか?
カラーやハブの寸法が変わっていないので先述した30204・7204・6204のサイズ(外形47x内径20x内輪幅14)も変わらず、何が違うかというとベアリングの種類が変わり、円錐ころ → アンギュラ玉 → 深溝玉と変遷しています。
円錐ころ →ラジアル加重(垂直な加重)アキシャル加重(軸方向の加重)の両方に極めて強いのがメリット
デメリットは、転がり抵抗が大きめ、2個を相対して使用する必要がある、予圧の管理が必要。
アンギュラ玉 →玉ゆえに転がり抵抗がころより小さく、ラジアル加重とアキシャル加重が受けられる
デメリットは、アキシャル方向の加重は1方向であるため2個を相対して使用する必要がある、高価。
深溝玉 →転がり抵抗が小さくラジアル加重とある程度のアキシャル加重が受けられる、最も一般的なベアリングで安価
デメリットは、アキシャル加重に弱い。
恐らくメーカーは長年培われた実績を元にメンテナンス不要で低コストな深溝玉軸受けを選択したのだと考えます。
ベアリングメーカーの努力でベアリング自体の性能が向上したこともあるでしょう。
四輪車にいたってもトラックや大型SUVを除いては円錐ころ軸受けが使用されることは希になっています。
サイドカーの場合、コーナーリング中に車体を傾ける事が出来ませんからアキシャル方向に掛かる加重はかなりなものになります。
おそらく当初はボールベアリングで強度や精度を満たすのが難しく、調整次第で長く使える円錐ころを使用していたのではないでしょうか?
それがメンテナンスを容易にするためアンギュラ玉を採用、さらにコスト削減のため深溝玉に変遷といった順当な進化を遂げていったのではないかと勝手に推測。
深溝玉軸受けに変更されて以来、アキシャル方向の加重を受けられるようにベアリング外輪にもディスタンスカラーを設けることで、内輪と外輪のズレを防止する仕様の変更がなされています。
前置きが長くなりましたが、早速ハブを分解してみます。
車載の工具のフックレンチでロックナットを緩め、カニ目レンチで予圧調整ネジを外すと簡単にベアリングにアクセスできます。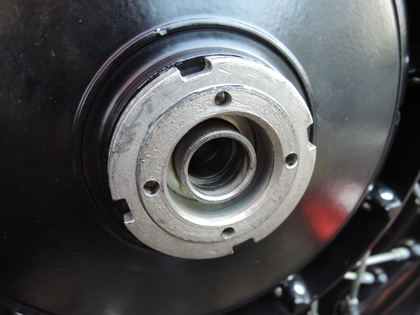
ベアリングの嵌め合いはハブの個体差によって様々で、ヒートガンで暖めるだけでスコンと外れるものやブレーキドラム側から車軸を挿入してハンマーで打撃を加えてやっと外れるものなど品質にバラツキがあります。
2013年モデルに使用されているベアリングはスウェーデンのSKF社製で世界シェアNo1の信頼できるベアリングです。
接触シール型のベアリングが使用されていますがベアリングを保持するカラーにはシールが無いため、車軸が水につかるとハブ内部に水が進入してベアリングが錆びて交換が困難になることが考えられます。
メンテナンスフリーな構造でも定期的に点検するべきかもしれません。
取り外したディスタンスカラーは油分が無くカラカラな状態。
乾燥した海外の気候であればこれで良いのかもしれませんが、湿潤な日本ではグリスアップしてから組み付けた方が良さそうです。
たったの5000kmほどしか走っていないためベアリングの劣化はまったくありませんが、日本人たるもの日本製のベアリングを使いたいところ。
NTNのベアリングに換装してみます。
本車側の前輪と後輪は純正と同サイズの6204-C3、
カラーの順番を間違えないようにベアリングドライバーで圧入するだけ。
外輪のディスタンスカラーにより適切なクリアランスが保たれるため緩まない程度に予圧調整ネジを締め込むだけで完了です。
側車輪は敢えて時代に逆行して円すいころの30204を試してみます。
そもそも側車輪は車軸自体が回転しているため、ハブベアリングは回っておらず、無意味なことは十分承知です。
まずはベアリングのグリスアップから。
世の中にはグリースパッカーなる便利な工具が売られていますが、厚手のビニール袋一つで代用可能です。
ビニール袋にお好みのグリスとベアリングを入れたら、その袋をモミモミするだけです。
今回はリチウム系の極圧グリスを採用しました。
円すいころは相対して組み付ける必要があるため、まずはアウターレースを圧入。
つぎにインナーレース→ディスタンスカラー →インナーレース →アウターレースの順になります。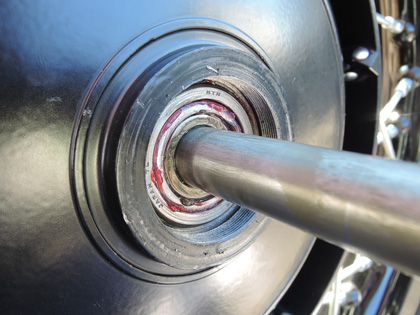
↑ アウターレースを打ち込んだ状態。
本車のホイールシャフトを使用してガタがなくスムーズに回るように予圧ネジを調整します。
現行の予圧調整ネジはシールが付いていないため、NOKのオイルシールを打ち込んでおきました。
カタログスペック上は深溝玉ベアリングの2倍以上の強度がある円錐ころベアリングですが体感できるほど差があるかというと微妙です。
保守性優先でボールベアリングになったのも当然の流れなのでしょうね。
油温が120℃を越えるというと、「えっ!そんなに上がる?」的な反応を示されることがしばしばあります。
居住地が都市部ゆえに慢性的な渋滞で速度が出せず空冷効果が見込めないことや、車検排ガス対応のためにかなり薄めのセッティングになっており、燃料による冷却効果も少ないことが原因だと考えています。
油温の計測にはドイツRR社製のエンジンオイルリッドに差し込むタイプ、天ぷら温度計のオバケみたいなものを使用して直接オイルパンの温度を測定していますが、それ自体の精度が低いのでは無いかという疑念を抱きました。
なにせセンサー部のスティックが20cm以上ありますから、オイルでは無くエンジンケースの温度を拾っているのではないかという推測です。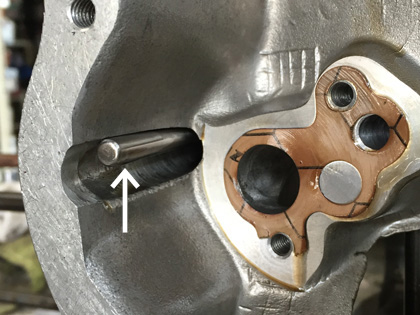
↑ ディップスティック型のセンサーはエンジンケースにわずかに触れながらオイルパンの油面に触れている様子です。
しかし、シリンダー直近ならいざ知らず、理論的にはエンジンケースやオイルパンの温度≒油温のはずなんですけどね。
と、いうことで疑問に思ったら即実験。
机上の理論も重要ですが、実際に起きている現象を把握して対策することが最も重要です。
一般道を20kmぐらい走り、ディップスティック型の油温計が示す温度は82℃。
いつもなら100℃を越えるコースですが、新型フロントカバーとオイルクーラーが効いているのか、以前より温度の上昇は低めです。
すぐにディップスティック型の温度計を取り外して最も原始的でありながら信頼性の高いガラス管式温度計を差し込みます。
なるべくエンジンケースに触れないように保持すること5分ほど経過・・・
結果80℃ジャストと計測されました。
時間経過に伴う油温の低下を考えると、RR社製ディップスティック型の温度計はかなり正確であることが判りました。
と、いうことはやはり実際に120℃になっているんですね、最高140℃まで上げたことがありましたけど/(^o^)\
ここからは予想ですが、デジタル式温度センサーで極端に低い温度を計測するのは何か原因があると考えています。
元々デジタル温度計に使われるサーミスタや熱電対は温度に対する特性がリニアではありません。
それを付加回路やソフトウェアで補償して実際の温度に近づけているのですが、良くある事例が温度計メーカーとは別のメーカーのセンサーを使ってしまうことです。
例えばデイトナの油温計に武川のセンサーを使ってしまうようなそんなケースですね。
恐らくフィッティングの都合やコストの面でそのような組み合わせにしてしまうのだろうと考えますが、使われているサーミスタが異なれば補償値も全く変わりますから正しい値は示しません。
デジタル温度計はセットになったセンサーを正しく使ってこそ正確な数値が得られるものなのです。
さすがにオイルパンのドレンに付けたセンサーで60℃ぐらいというのはそんな事例じゃないのかなぁと思った次第。
少なくともRRのディップスティック型温度計の数値は信用して良さそうです。
個人差はありますが、3~4秒手で触れられる温度が60℃ぐらい、指先で3秒程度我慢できるのが70℃ぐらいと言われています。
それからするとオイルクーラーコアの温度は70℃ぐらい、オイルフィルターの外殻部は60℃以下になっているようです。
真冬の快走路ではオーバークールを意識しないといけないかもしれませんね。
オイルクーラーを取り付けてからまもなく二ヶ月が経過します。
パーツメーカーやショップが出しているキットとは異なり、自分で考えて組み付けた部品は信頼性のチェックも自分で行わねばなりません。
しばらくの間は近所を回って様子を見ておりましたが特に大きな問題も起きていないようなので、最近では少し信頼して高速道路も走れるようになりました。
・発生した小問題点
オイルクーラーコアとANアダプタのクラッシュワッシャー部分からごく微量のオイル滲みが発生。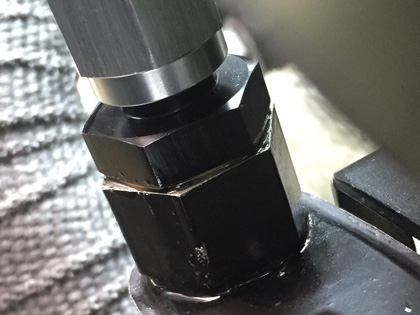
一度分解して確認してみると、クラッシュワッシャに段差が付いていることに気付きました。
どうやらバンジョーを取り付けることが前提の座繰りに対して、クラッシュワッシャーが微妙に大きく密閉出来なかった様子です。
マツダ車用の14mmワッシャ-がちょうど良かったので問題解決。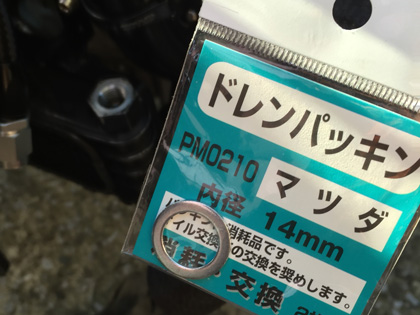
んで、実際の所オイルクーラーの効果ってどうよ?
と言うのが肝心なのですが、高速道路を80km/hぐらいで巡航したときの油温は90℃強とずいぶん下がり、以前の120℃近い温度に比べて相当下がっているようです。(スピンオンフィルターカバーだけでも10℃ぐらい下がってたけど。)
市街地走行でも以前なら間違いなく100℃を越えていたコースを走っても、80~90℃をキープしています。
しかし、走行風が当たってこそのオイルクーラーですから、渋滞に30分も捕まればみるみるうちに120℃を越えてきます。
そこでPCケース用の冷却ファンを取り付けてみましたが、これがどの程度効いているかかなり微妙です。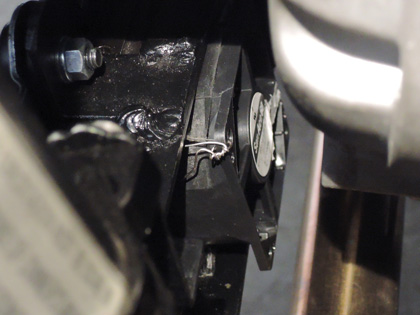
↑ 使用したのは山洋の4600rpm 2ボールベアリングタイプ。
使用環境温度を外れている上、そもそも防水でもないのですが、あくまでも実験的なものなので壊れても良いかなぐらいの勢いです。
渋滞にハマるとシリンダー温度の上昇は防げませんから、オイル温度だけにこだわってもあんまり意味がないのかもしれませんね。
ひと月ほど検証を重ねてやっとオイルクーラーの装着に漕ぎ着きました、以下その経緯です。
オイルクーラーコアのマウンターをダウンチューブに取り付けるためのステーを作成しました。
↑ フラットバーやホームセンターで売られているL字ステーを適当に溶接して作ったマウント。
見栄えが悪いのはご愛敬です。
↑ オイルクーラーコアを付けるとこんな感じに・・・。
ゴムブッシュを使ってフローティング構造にすることで振動対策もバッチリ?です。
この状態で2週間ほど走りステーの信頼性を担保しました。
次にフィッティング。
比較的安価で信頼性のあるキノクニ「ランマックス」シリーズで統一します。
タイトな空間なため曲げやすいナイロンメッシュホースを使用しました。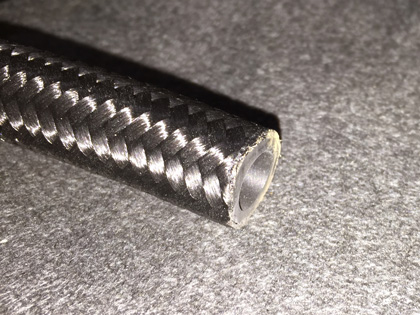
↑ 薄刃のカット砥石を装着したサンダーを使用するとメッシュがほつれずキレイに切断出来ます。
現物合わせでフィッティングします。
エンジンとクレードルフレームの中央は合致しておらず、若干船側にオフセットしているため、フィッティングも左右対称ではありません。
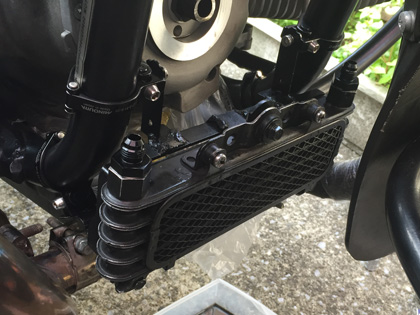
横からフロントフェンダーとのクリアランスを確認します。
オイルクーラーコアよりオイルフィルターの方が突出しています。
しかもオイルクーラーコアの下縁はクロスパイプより上に位置しており、路面とのクリアランスも損なわれていません。
なかなかスマートに設置できたのではないかと自画自賛。
まだ近場をおそるおそる走らせている段階ですが、多少油温が下がったような気がします。
少なくともオイルクーラーコアは60℃ぐらいになっていますから熱の交換は行われている様子です。
オイルラインの改造は走行不能になるトラブルを起こす原因になりかねませんから、いきなりオイルクーラーを装着することはせず何段階かに分けて慎重に進めていく予定です。
まずは先日作成したオイルブロックを装着してオイルが正しく流れるか?オイル漏れが起きないか?などを検証します。
自分で適当に設計した部品ほど安心できないモノはないですからね。
んで、早速問題発生!
アダプタボルトがフロントカバーのセンターボルトに底付きしてしまい、オイルブロックが固定できません・・・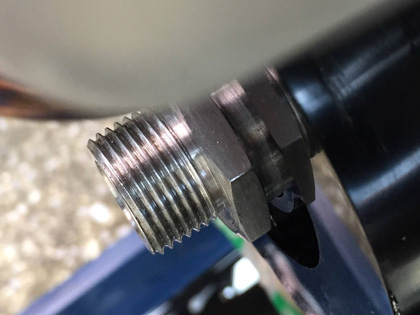
↑ 底付きしてこれ以上ねじ込めないアダプタボルト
このセンターボルトが長すぎるのが原因ですから、一度外して切断することにしました。(覚え書き カバー側 M20x15 P1.5 二面幅24mm)
グラインダーでさっくり切断して再度装着。
↑ 1cm近く切断してもまだこの飛び出しっぷりです、まぁアダプタボルトが底付きしなければ良いので…

無事オイルブロックを装着することが出来ました。
INとOUTをバイパスするオイルラインを耐圧ホースで作成してその途中にフローモニターを取り付けてみました。
では早速エンジンを掛けてオイルを回してみます!
設計通り正しくオイルが流れたようでひとまず安心しました。
ところでアイドリング程度の回転数でこんなにオイルが流れているとは予想外です。
もしかすると最近のモデルは初めからハイボリューム仕様なのでしょうか?
比べてみないと判りませんね。
今のところオイルブロックのOリングやフィッティングの接合部からオイル漏れはない様子です。
オイルラインの改造は下手をすると出先で走行不能に陥る可能性がありますから、慎重に検証しながら何段階かにわけて実施する予定です。
その第一弾となるフィッティングパーツがキノクニから届きました。
↑ キノクニのランマックスシリーズはアールズの赤や青と違い、黒と銀を基調にした落ち着いた色合いです。
それに合わせて先日削り出したオイルブロックもアルマイトを施すことにしました。
A2017は腐食しやすいので耐腐食性の向上も兼ねています。
アルマイトに使用するのはレッツアルマイトのキット。
今までにもキャリパーサポートなどを何個も施工して大変良い結果を納めています。
成功のポイントは
・電極の接続は念入りに行うこと
・温度の管理(20℃ ±5℃)をしっかり行うこと
・陰極は陽極以上の面積を確保すること
でしょうか?
↑ 温度の管理には凍らせた水入りのペットボトルを使用。
陰極は鉛板より入手が容易なアルミ板を使用しています。
電解中は水素と酸素が大量に発生します。
無臭で人体に害もありませんが、むせるような感覚がしますので換気はしっかり行います、可燃性ガスも出てますから。
低めの温度で長めに電解することでアルマイトの難しいA2017も問題なく施工出来ます。
電解が終了したら着色工程です、フィッティングに合わせてブラックアルマイトにする予定でしたが黒色の染料を持っていません。
しかし、アルマイトの染料は混色が可能ですから色の三原色さえ揃えれば、殆どの色が再現できます。
青・赤・黄の染料を上手く混ぜると黒っぽい色になります。
15分ぐらい染料に漬け込んで着色完了!
最後に酸化皮膜の穴を閉じる封孔処理です。
酢酸ニッケル溶液で10分ほど煮込むだけ。
とても酸っぱいニオイがするので家の人に怒られないようにしっかり換気します。
んで完成!
適当に調色した割にはわりかし黒ですね。
酸化皮膜は硬質で電気を通しません。
アルマイトが成功したかはテスターを当て通電するか確認するとすぐに判ります。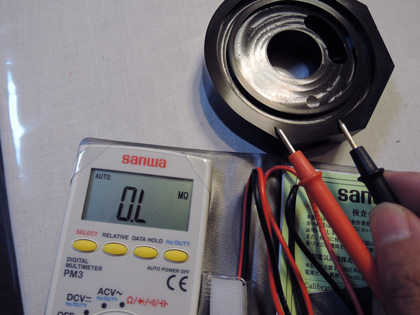
プローブの先端で軽く引っ掻いても傷が付かないくらいの硬度があります。
次はオイルクーラー(コア)の取り付け場所と方法を考えねば!
オイルクーラーを取りつけるべく、オイル取り出しの要となるオイルブロックを検討します。
フロントフェンダー後縁とのクリアランスを保つため前方への突き出しは少ない方が良いですから、なるべく薄型の製品を探さなくてはいけません。
しかし、この手のアイテムは基本的に自動車向けに設計されており要求を満たす小型の製品を見つけることは出来ませんでした。
汎用的に使えそうなオイルブロックは大体30mmぐらいの厚さがあるようです。
探せばもっと薄いのもあるのでしょうけど無いのなら自分で作るしかないですかね?
と、いうことで極限まで薄いオイルブロックを製作することに・・・。
・設計
まずは要求する仕様を満たすように設計図を作ります。
設計図とはいっても、今時は紙に書くのではなく3D CADソフトを使って視覚的に設計することが出来るのでとてもイメージしやすく手軽です。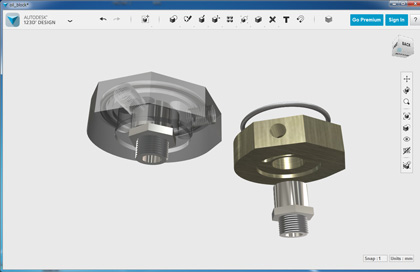
CADの名門、Autodesk社の3D CADソフト「123D Design」を使って立体構造を確認しながらモデリングしました。
このソフトはAutodesk社の3Dプリンタ向けソリューション一環として無料配布しているもので、シンプルな機能しかありませんが工夫次第で複雑なモデリングも出来なくはありません。
しかも作ったデータをそのまま3Dプリンタで出力するサービスも行っているようです。
オイルブロックに要求する仕様は#6(9.5mm)クラスの油路を確保すること、オイルブロックの厚みを20mm以内にすることの2つです、極力コンパクトにします。
結果、肉厚の一番薄いところは1.2mmしかないというかなりギリギリな設計になりました。
・製作
製品を構想できたらそれを具現化しなくてはなりません。
3Dプリントサービスで出力すれば、先ほど作ったデータを渡すだけで完成しちゃうのですが、金属の出力はいまだに高価でさすがにコスト的に合いません。
所有する小型のCNCを使ってアルミ(A2017)のブロックから削り出すことにしました。
まずは2D CADで切削パスを作成します。
2D CADは「JW CAD」Gコードの生成は「NCVC」を使用しました。
ホントは高機能なCAMソフトで工具径を考慮した切削パスを一発で生成したいところですが自動車が買える値段がしますからね・・・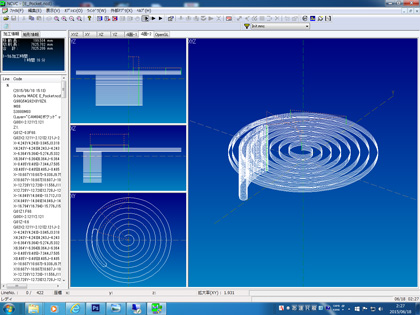
どちらもとても素晴らしいソフトです、作者様ありがとう!
CAM上で入念にシミュレートを繰り返し、問題が無ければ切削に入ります。
卓上フライスとパソコンを接続し、CNCソフト「MACH2」に先ほど生成したGコードを読み込ませます。
所有するフライスは小型で定格時間が30分しかありませんので、それにあわせてGコードも分割してあります。
また、両面加工するためワーク(素材)の位置決めは慎重に行い、ダイヤルゲージで0.05mm以下の精度で平行を出しておきます。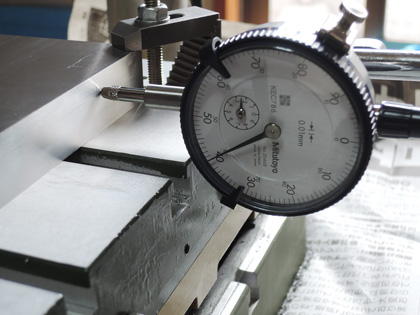
準備が出来たらおもむろにプログラムを実行!
本来プログラムが完了するまで放っておけば良いのがCNCの良さなのですが、卓上CNCではそうは行きません。
切り粉の処理や切削油の滴下は自動化されていませんから付きっきりで監視することになります。
他にもエンドミルの破損やステッピングモータの脱調、プログラムのミス、ホストコンピュータの不具合など心配事は尽きません。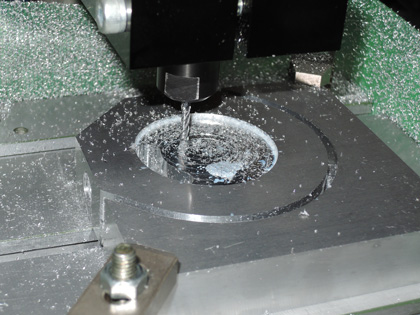
定格時間ごとにスピンドルモータを休ませるため、稼働率が50%程度ですから、すべての切削が終了するのに土日をたっぷり費やしました。
そして一応設計通りに現物が完成!
市販品に遠く及ばないクオリティですが、自分が使うぶんには及第点でしょうか?
昨年のGWに続き今年もウラルでキャンプツーに行ってきました。
お気軽に近場の道志です。
早めに家を出て富士山五合目まで登ってからキャンプ場に向かおうと、R246で御殿場方面に向かいますがこれが大失敗。
伊勢原あたりから小山あたりまでず~っと渋滞しています。
ウラルの空冷エンジンは止まったり走ったりを繰り返すようなトロトロ運転が大変苦手です。
あっという間に油温は上昇し、120℃オーバーに。
↑ 何度路肩に停車して冷えるのを待ったことか・・・
富士山五合目の攻略は諦めスマホの渋滞情報を見ながら裏道を使って籠坂をようやく越えたのでした。
↑ 山中湖到着、富士山見えないし。
道志道は快適に進んでキャンプ場に到着。
結局自宅から6時間半も掛かりました、側車を切り離したくなりますねw

↑ やはりウラルは自然と良く合います。
さて、道中サイドカーのネガな部分を存分に味わうハメになりましたが、ここからはサイドカーの本領発揮です!
船に詰め込んだキャンプ用品が活躍します。
炭火コンロに備長炭、テーブルにイス、ランタン、毛布等々バイクを使ったキャンプよりも豪華な装備で快適です。

気の知れた仲間とともに肉を焼きつつ、たわいのない談義に花を咲かせ夜は更けていくのでした。
帰りは道志道からR412で厚木に抜けR246に出るコース。
渋滞に嵌まること無くたったの2時間で帰宅できたのでした。
ペース良く走ることが出来れば油温が100℃を超えることはありません。