開発したヘッドライトディマーをウラルに実装しました!
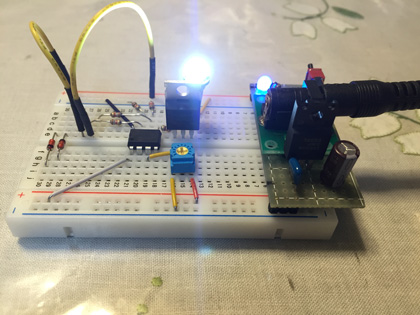
約ひと月ほど電子工作ブログになってしまいましたね・・・
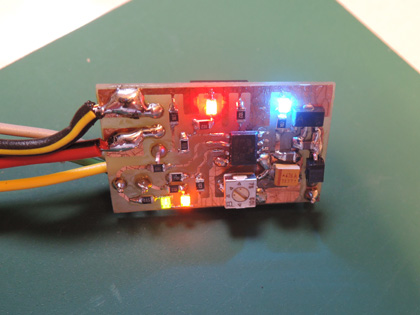
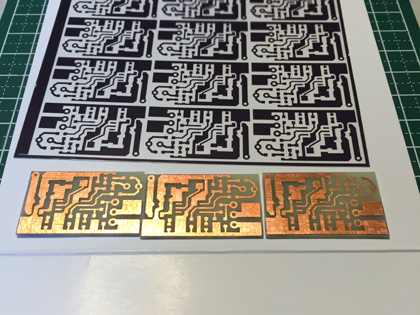
作成した基板は、SDカードとほぼ同じサイズです。
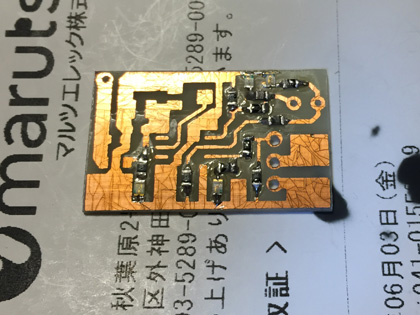
タカチのケースに入れてシリコンでコーキングしました。
最初の構想ではメーターカウルの中に基板を収める予定でしたが、思いのほか小さく作れたのでセミシールドのライトユニットの中に組み込めてしまいました。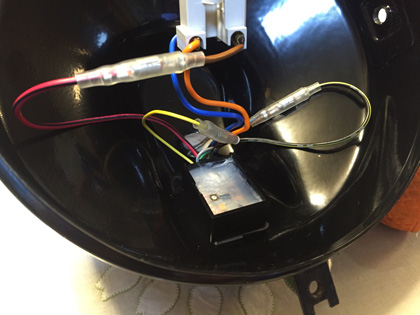
ライトユニットの中のポジション球は日本ではほぼ意味をなさないため廃止します。(車検には必要)
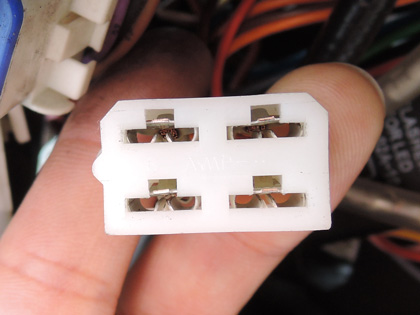
その配線をディマーユニットの電源にすることで、ライトユニットからの配線はエンジン稼働検出とニュートラル検出の2線だけで済む上、タイコの4極コネクターもそのまま使えるので実に都合が良いです。
しかも全面が金属で覆われているため、電磁ノイズの遮蔽もバッチリなはず。
心配なのはH4バルブの熱でライトユニットの温度が上がりマイコンが暴走する可能性があることでしょうか?
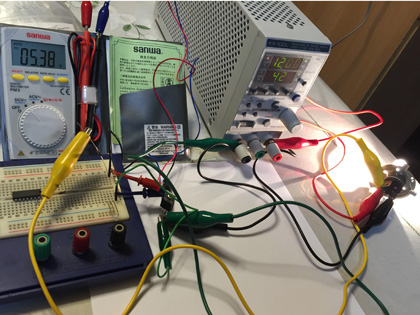
と、いうことでライトユニットへ組み込んだ状態で動作テストをします。
メカニカルリレーをマイコンで制御してテストパターンを実行しました。
数時間の動作でライトユニットの内部温度は50~60℃ぐらいになるものの、ディマーユニットはエラーを起こすこと無く動作を続けています。
実車では走行風による冷却と接合部からの熱伝導があるはずですから、そこまで温度が上がることは無いだろうと楽観。
これで準備は整いました!
それでは実車に実装します。
ライトユニットに基板を組み込めたので接続はとてもシンプルです。
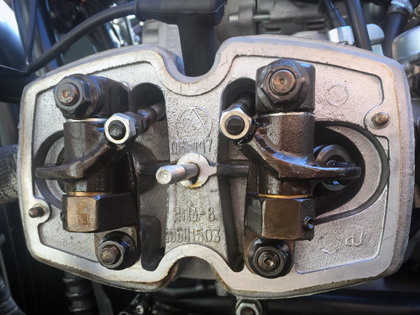
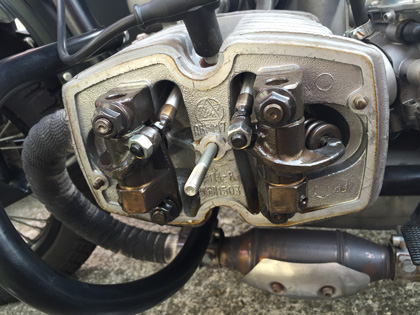
まずはエンジン稼働検出線をオルタネータのL端子に繋がる配線に接続します。
チャージランプの緑線(2013モデルの場合)から分岐させるのが簡単です。
次にニュートラルの検出線をニュートラルランプの灰線に接続します。
最後にタイコの4極コネクターを普通に接続して、ライトユニットを車体に取りつけたら完成!
後は机上の理論通り動作する事を願うだけ。
無事想定通りの動作をしました。
あとは機器の安全性が担保できるまでしばらく様子を見ます。
車検時など、減光すると困る場合が考えられるため、ギアポジションをニュートラル以外に入れた状態でメインキーをオンにすると常時点灯モードになるギミックも仕込んであります。